שעפּס שחיטה ליניע






שעפּס שחיטה ליניע
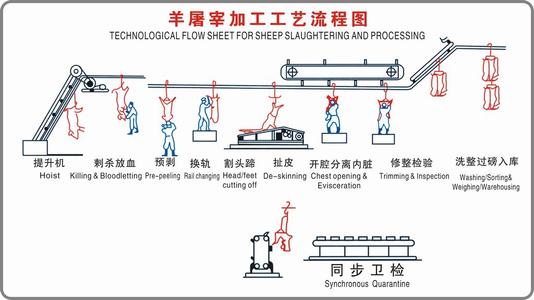
געזונט שעפּס אַרייַן האלטן פּענס → האַלטן עסן / טרינקען פֿאַר 12-24 שעה → שפּריץ איידער שחיטה → שאַקלינג און ליפטינג → מאָרד → בלידינג (צייט: 5 מינוט) → שעפּס קאָפּ קאַטינג → הינט לעגס פאַר-פּילינג → הינט לעגס קאַטינג → פראָנט לעגס און קאַסטן פאַר-פּילינג → שעעפּסקין רימוווינג → פראָנט לעגס קאַטינג → רעקטום סילינג → קאַסטן עפן → ווייסע וויסעראַ באַזייַטיקונג (שטעלן די ווייַס וועססעראַ אין די טאַץ פון די ווייַס וועססעראַ קאַראַנטין קאַנווייער פֿאַר דורכקוק → ① ② ) → טרישינעללאַ ספּיראַליס דורכקוק → פּרעוואַל רויט וויססעראַ ווייזער באַזייַטיקונג (די רויט וועססעראַ זענען געהאנגען אויף די קרוק פון די רויט וועססעראַ קאַראַנטין קאַנווייער פֿאַר דורכקוק → ②③) → קאַרקאַס קאַראַנטין → טרימינג → ווייינג → וואַשינג → טשילינג (0-4 ℃) → פלייש קאַטינג → פרייז און פּאַקקאַגינג אָדער → האַלטן פריש → קאַלט סטאָרידזש → שנייַדן פלייש פֿאַר פאַרקויף.
① קוואַלאַפייד ווייַס וועססעראַ אַרייַן די ווייַס וועססעראַ פּלאַץ פֿאַר פּראַסעסינג.מאָגן צופרידן זענען טראַנספּאָרטאַד צו די וויסט סטאָרידזש פּלאַץ וועגן 50 מעטער אַרויס די וואַרשטאַט דורך די לופט עקספּרעס סיסטעם.
② ונקוואַלאַפייד קאַרקאַסיז, רויט און ווייַס וועססעראַ זענען פּולד אויס פון די שחיטה וואַרשטאַט פֿאַר הויך-טעמפּעראַטור באַהאַנדלונג.
③ קוואַלאַפייד רויט וויסעראַ אַרייַן די רויט וויסעראַ פּלאַץ פֿאַר פּראַסעסינג.
דאס איז די הקדמה פון די גאנצע שעפּס שחיטה שורה.
שעפּס שחיטה ליניע
שעפּס שחיטה שורה און פּראָצעס טעכנאָלאָגיע
1. האלטן פּענס אָנפירונג
(1) איידער איר אַנלאָודינג די טראָק, איר זאָל באַקומען די קאַנפאָרמאַטי סערטיפיקאַט ארויס דורך די פאַרהיטונג אַגענטור פֿאַר פאַרהיטונג פון כייַע עפּידעמיע פון דער אָרט פון אָנהייב, און מיד אָבסערווירן די פאָרמיטל.קיין אַבנאָרמאַלאַטי איז געפונען, און די טראָק איז ערלויבט צו זיין אַנלאָודיד נאָך די באַווייַזן גלייַכן די סכוירע.
(2) נאָך קאַונטינג די קאָפּ ציילן, פּאַטשן די געזונט שעפּס אין די פעדער צו זיין שחיטה דורך טאַפּינג, און דורכפירן די אָפּטייל פאַרוואַלטונג לויט די געזונט פון די שעפּס.די שטח פון די פּען צו זיין סלאָטערד איז דיזיינד לויט 0.6-0.8 מ 2 פּער שעפּס.
(3) די שעפּס צו זיין סלאָטערד זאָל זיין געהאלטן אָן עסנוואַרג פֿאַר 24 שעה איידער זיי זענען געשיקט צו שחיטה צו עלימינירן מידקייַט בעשאַס טראַנספּערטיישאַן און צוריקקומען צו נאָרמאַל פיזיאַלאַדזשיקאַל שטאַט.בעשאַס די רעסטינג צייַט, קאַראַנטין פּערסאַנעל וועט אָבסערווירן קעסיידער, און אויב סאַספּישאַסלי קראַנק שעפּס זענען געפונען, זיי זאָל זיין געשיקט צו אפגעזונדערטקייט פּענס פֿאַר אָבסערוואַציע צו באַשטעטיקן די קרענק די שעפּס זענען געשיקט צו די נויטפאַל שחיטה צימער פֿאַר באַהאַנדלונג, און די געזונט און קוואַלאַפייד שעפּס זאָל האַלטן טרינקט וואַסער 3 שעה איידער די שחיטה.
2. מאָרד און בלידינג
(1) האָריזאָנטאַל בלאַדלעטינג: די לעבן שעפּס זענען טראַנספּאָרטאַד צו אַ V-שייפּט קאַנווייער, און די שעפּס זענען סטאַנד מיט אַ האַנט כעמפּ אַפּפּליאַנסע בעשאַס די טראַנספּערטיישאַן אויף די קאַנווייער, און דאַן די בלאַדלעטטינג איז סטאַבד מיט אַ מעסער אויף די בלאַדלעטטינג טיש.
(2) ינווערטיד בלאַדלעטינג: די לעבן שעפּס איז טייד צו אַ הינד פוס מיט אַ בלאַדלעטינג קייט, און די וואָל שעפּס איז אויפגעהויבן אין די שפּור פון די אָטאַמאַטיק בלאַדלעטינג שורה דורך די כויסט אָדער די ליפטינג מיטל פון די בלאַדלעטינג שורה, און דערנאָך די בלאַדלעטינג שורה. ווערט געשטאכן מיט א מעסער.
(3) דער שפּור פּלאַן פון די שעפּס בלאַדלעטטינג אָטאַמאַטיק קאַנווייער שורה איז ניט ווייניקער ווי 2700 מם פון די שטאָק פון די וואַרשטאַט.די הויפּט פּראַסעסאַז געענדיקט אויף די שעפּס בלאַדלעטטינג אָטאַמאַטיק קאַנווייער שורה: כאַנגגינג, (אַססינג), דריינינג, רימוווינג די קאָפּ, אאז"ו ו, דריינינג צייט בכלל דיזיינד פֿאַר 5 מינוט.
3. פאַר-פּילינג און שעעפּסקין רימוווינג
(1) פאַר-סטריפּינג קאַפּויער: ניצן אַ גאָפּל צו פאַרשפּרייטן די צוויי הינד לעגס פון די שעפּס צו פאַסילאַטייט די פאַר-סטריפּינג פון די פראָנט לעגס, הינד לעגס און קאַסטן.
(2) באַלאַנסט פאַר-סטריפּינג: די קרוק פון די בלאַדלעטטינג / פאַר-סטריפּפּין אָטאַמאַטיק קאַנווייער שורה כוקס איין הינד פוס פון די שעפּס, און די קרוק פון די אָטאַמאַטיק הויט פּולינג קאַנווייער כוקס די צוויי פראָנט לעגס פון די שעפּס.די גיכקייַט פון די צוויי אָטאַמאַטיק שורות אַדוואַנסיז סינטשראָנאָוסלי.די בויך פון די שעפּס איז פייסינג אַרויף און די צוריק איז פייסינג אַראָפּ, מאָווינג פאָרויס אין וואָג, און פאַר-סקינד איז געפירט אויס בעשאַס די טראַנספּערטיישאַן פּראָצעס.דעם פאַר-סטריפּינג אופֿן קענען יפעקטיוולי קאָנטראָלירן די וואָל סטיקינג צו די קאַרקאַס בעשאַס די פאַר-סטריפּינג פּראָצעס.
(3).קלעמפט די שעפּסקין מיט די לעדער קלאַמפּינג מיטל פון די שעפּס פּילינג מאַשין, און טרער אַוועק די גאנצע שעפּסקין פון די צוריק פוס צו די פראָנט פוס פון די שעפּס.לויט די שחיטה פּראָצעס, עס קענען אויך זיין פּולד אַוועק פון די פראָנט פוס צו די צוריק פוס פון די שעפּס.גאַנץ שעפּסקין.
(4) אַריבערפירן די ריפּט שעפּסקין צו די שעעפּסקין צייַטווייַליק סטאָרידזש פּלאַץ דורך די שעעפּסקין קאַנווייער אָדער די שעעפּסקין לופט קאַנווייינג סיסטעם.
4. קאַרקאַס פּראַסעסינג
(1) קאַרקאַס פּראַסעסינג סטאַנציע: קאַסטן עפן, ווייַס וויסעראַ באַזייַטיקונג, רויט וויסעראַ באַזייַטיקונג, קאַרקאַס דורכקוק, קאַרקאַס טרימינג, עטק זענען אַלע געענדיקט אויף די אָטאַמאַטיק קאַרקאַס פּראַסעסינג קאַנווייער שורה.
(2) נאָך עפן די קאַסטן קאַוואַטי פון די שעפּס, אַראָפּנעמען די ווייַס ינערלעך אָרגאַנס, ניימלי די געדערעם און בויך, פון די קאַסטן פון די שעפּס.שטעלן די אַוועקגענומען ווייַס וויסעראַ אין די טאַץ פון די סינטשראָנאָוס היגיענע דורכקוק שורה פֿאַר דורכקוק.
(3) נעמען אויס די רויט ינערלעך אָרגאַנס, ניימלי די האַרץ, לעבער, און לונגען.הענגען די רויט ויסקער צו די קרוק פון די סינטשראָנאָוס היגיענע דורכקוק שורה פֿאַר דורכקוק.
(4) די שעפּס קאַרקאַס איז טריממעד, און נאָך טרימינג, עס גייט אריין די אָרבאַטאַל עלעקטראָניש וואָג צו וועגן די קאַרקאַס.גריידינג און סטאַמפּינג זענען דורכגעקאָכט לויט די ווייינג רעזולטאַטן.
5. קאַרקאַס פּראַסעסינג
(1) קאַרקאַס פּראַסעסינג סטאַנציע: קאַרקאַס טרימינג, רעקטום סילינג, דזשענאַטאַל קאַטינג, קאַסטן עפן, ווייַס וויסעראַ רימוווינג, קאַראַנטין פון טריטשינעללאַ ספּיראַליס, פאַר רויט וויסעראַ רימוווינג, רויט וויסעראַ רימוווינג, ספּליטינג, קאַראַנטין, בלאַט פעט באַזייַטיקונג, עטק,
אַלע זענען געטאן אויף די קאַרקאַס אָטאַמאַטיק פּראַסעסינג ליניע. די רעלס פּלאַן פון חזיר קאַרקאַס פּראָצעס שורה איז נישט נידעריקער ווי 2400מם פון די שטאָק פון די וואַרשטאַט.
(2) די דעכערד אָדער דיכיידיד קאַרקאַס איז אויפגעהויבן דורך די קאַרקאַס ליפטינג מאַשין צו די רעלס פון די קאַרקאַס אָטאַמאַטיק קאַנווייינג שורה, די דעכערד חזיר דאַרף סינגינג און וואַשינג; די דיכיידיד חזיר דאַרף קאַרקאַס טרימינג.
(3) נאָך עפן די קאַסטן פון די חזיר, אַראָפּנעמען די ווייַס וועססעראַ פון די חזיר ס קאַסטן, ניימלי געדערעם, טריפּע. שטעלן די ווייַס וועססעראַ אין די טאַץ פון ווייַס וויססעראַ קאַראַנטין קאַנווייער פֿאַר דורכקוק.
(4) אַראָפּנעמען די רויט וויססעראַ, ניימלי די האַרץ, לעבער און לונגען. הענגען די אַוועקגענומען רויט וועססעראַ אויף די כוקס פון רויט וויססער סינטשראָנאָוס קאַראַנטין קאַנווייער פֿאַר דורכקוק.
(5) טיילן די חזיר קאַרקאַס אין האַלב ניצן אַ גאַרטל טיפּ אָדער בריק טיפּ ספּליטינג געזען צוזאמען די חזיר ס רוקנביין, די ווערטיקאַל אַקסעלעריישאַן מאַשין זאָל זיין אינסטאַלירן גלייַך אויבן די בריק טיפּ ספּליטינג געזען.
(6) נאָך דעכערד כאַזער ספּליטינג, אַראָפּנעמען די פראָנט קאָפּ, די צוריק קאָפּ און די חזיר עק, די אַוועקגענומען קאָפּ און עק זענען טראַנספּאָרטאַד דורך וואָגן צו די פּראַסעסינג צימער.
(7) אַראָפּנעמען די קידניז און די בלאַט פעט, די אַוועקגענומען קידניז און בלאַט פעט זענען טראַנספּאָרטאַד דורך וואָגן צו די פּראַסעסינג צימער.
(8) חזיר קאַרקאַס פֿאַר טרימינג, נאָך טרימינג, די קאַרקאַס אַרייַן די שפּור עלעקטראָניש וואָג צו זיין ווייד.קלאַסאַפאַקיישאַן און פּלאָמבע לויט דער רעזולטאַט פון ווייינג.
6. סינטשראָנאָוס היגיענע דורכקוק
(1) שעפּס קאַרקאַס, ווייַס וועססעראַ און רויט וועססעראַ זענען טראַנספּאָרטאַד צו די דורכקוק געגנט פֿאַר מוסטערונג און דורכקוק דורך די סינטשראָנאָוס היגיעניש דורכקוק שורה.
(2) סאַספּישאַס קראַנק קאַרקאַס וואָס האָבן דורכגעקאָכט די דורכקוק וועט אַרייַן די סאַספּישאַס קראַנק קאַרקאַס שפּור דורך די באַשטימען און שייַעך דורכקוקן צו באַשטעטיקן אַז די קראַנק קאַרקאַס גייט אריין די קראַנק שפּור שורה.אַראָפּנעמען די קראַנק קאַרקאַס און שטעלן עס אין די פארמאכט מאַשין און ציען עס אויס פון די שחיטה פֿאַר פּראַסעסינג..
(3) די אַנקוואַליפיעד ווייַס וויסעראַ וועט זיין גענומען אויס פון די טאַץ פון די סינטשראָנאָוס היגיענע דורכקוק שורה, שטעלן אין די פארמאכט מאַשין און פּולד אויס פון די סלאָטערכאַוס פֿאַר פּראַסעסינג.
(4) די רויט וויססעראַ וואָס פיילז די דורכקוק וועט זיין אַוועקגענומען פון די פאַרטשעפּען פון די סינטשראָנאָוס היגיעניש דורכקוק שורה, שטעלן אין די פארמאכט מאַשין און פּולד אויס פון די סלאָטערכאַוס פֿאַר פּראַסעסינג.
(5) די רויט וויסעראַ קרוק און ווייַס וויסעראַ טאַץ אויף די סינטשראָנאָוס היגיעניש דורכקוק שורה זענען אויטאָמאַטיש קלינד און דיסינפעקטעד דורך קאַלט-הייס-קאַלט וואַסער.
7. ביי-פּראָדוקט פּראַסעסינג
(1) קוואַלאַפייד ווייַס וועססעראַ גייט אריין די ווייַס וויססער פּראַסעסינג צימער דורך די ווייַס וויססער אַראָפּלאָזן, גיסן די מאָגן אינהאַלט אין די בויך און געדערעם אין די לופט עקספּרעס טאַנק, פּלאָמבירן מיט קאַמפּרעסט לופט און אַריבערפירן די מאָגן אינהאַלט דורך די לופט עקספּרעס רער צו די לופט עקספּרעס רער. שחיטה וועגן 50 מעטער אַרויס די וואַרשטאַט, די טריפּ איז געוואשן דורך אַ טריפּ וואַשמאַשין.פּאַק די קלינד געדערעם און בויך אין אַ קאַלט סטאָרידזש אָדער פריש בעכעסקעם ווערכאַוס.
(2) קוואַלאַפייד רויט וויסעראַ אַרייַן די רויט וויסעראַ פּראַסעסינג צימער דורך די רויט וויסעראַל אַראָפּלאָזן, ריין די האַרץ, לעבער און לונגען, און פּאַקן זיי אין אַ קאַלט סטאָרידזש אָדער פריש בעכעסקעם ווערכאַוס.
8. קאַרקאַס זויער יקסקרישאַן
(1) שטעלן די טריממעד און געוואשן לאַם קאַרקאַס אין די זויער-אָפּזאָגן צימער פֿאַר "אָפּזאָגן", וואָס איז אַ וויכטיק טייל פון די לאַם קאַלט קאַטינג פּראָצעס.
(2) די טעמפּעראַטור צווישן זויער אָפּזאָגן: 0-4 ℃, און די זויער אָפּזאָגן צייט טוט נישט יקסיד 16 שעה.
(3) די הייך פון די זויער אָפּזאָגן שפּור פּלאַן פון די שטאָק פון די זויער אָפּזאָגן צימער איז נישט ווייניקער ווי 2200 מם, די שפּור דיסטאַנסע: 600- 800 מם, און די זויער אָפּזאָגן צימער קענען הענגען 5-8 שעפּס קאַרקאַסיז פּער מעטער פון שפּור.
9. דעבאָנינג און פּאַקקאַגינג
(1) כאַנגגינג דיבאָונינג: שטופּן די לאַם קאַרקאַס נאָך דעאַסידאַפאַקיישאַן צו די דיבאָונינג געגנט, און הענגען די לאַם קאַרקאַס אויף די פּראָדוקציע שורה.דער אויסבאָונינג שטעקן לייגט די געשניטן גרויס שטיקלעך פלייש אויף די קאַטינג קאַנווייער און טראַנסמיטטעד זיי אויטאָמאַטיש צו די קאַטינג שטעקן.עס זענען פארהאן דיוויזיע פערסאנאל צו צעטיילן די פלייש אין פארשידענע טיילן.
(2) קאַטינג ברעט דיבאָונינג: פּוש די קאַרקאַס פון די שעפּס צו די דיבאָונינג געגנט נאָך דעאַסידיפיקאַטיאָן, און נעמען די שעפּס קאַרקאַס אַוועק די פּראָדוקציע שורה און שטעלן עס אויף די קאַטינג ברעט פֿאַר דיבאָונינג.
(3) נאָך די דורכשניט פלייש איז וואַקוום פּאַקידזשד, שטעלן עס אין די ייַז קאַלט טאַץ און שטופּן עס צו די ייַז קאַלט צימער (-30 ℃) פֿאַר ייַז קאַלט אָדער צו די פאַרטיק פּראָדוקט קאָאָלינג צימער (0-4 ℃) צו האַלטן עס פריש.
(4) פּאַק די פאַרפרוירן פּראָדוקט פּאַלאַץ און קראָם זיי אין די פרידזשידער (-18 ℃).
(5) טעמפּעראַטור קאָנטראָל פון דיבאָונינג און סעגמאַנטיישאַן צימער: 10-15 ℃, טעמפּעראַטור קאָנטראָל פון פּאַקקאַגינג צימער: אונטער 10 ℃.
דעטאַילס בילד