פיך שחיטה ליניע






וואָס איז פיך שחיטה ליניע?
פיך שחיטה שורה איז דער גאנצער פיך שחיטה פּראָצעס, וואָס כולל פאַר-שחיטה פאַרוואַלטונג, פיך שחיטה, רינדערנס טשילינג און דיבאָונינג.די שחיטה ליניע איז א פראצעס וואס יעדע שחיטה קו דארף דורכגיין.
די טייפּס פון פיך שחיטה שורות
לויט די וואָג, עס איז צעטיילט אין גרויס, מיטל און קליין פיך שחיטה שורה.
לויט די טעגלעך פּראָדוקציע קאַפּאַציטעט, עס קענען זיין צעטיילט אין 20 קעפ / טאָג, 50 קעפ / טאָג, 100 קעפ / טאָג, 200 קעפ / טאָג פיך סאַוטער שורה אָדער מער.
פיך שחיטה פּראָצעס לויפן טשאַרט
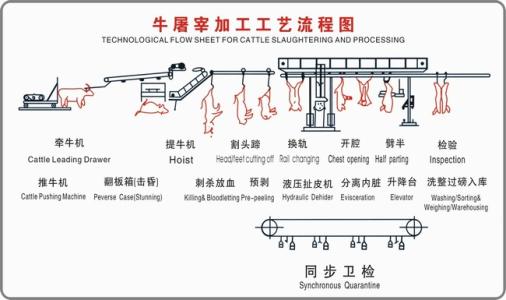
פיך שחיטה שורה
געזונט פיך אַרייַן האלטן פּענס → האַלטן עסן / טרינקען פֿאַר 12-24 שעה → ווייינג → שפּריץ איידער שחיטה → מאָרד קעסטל → סטאַנינג → כויסטינג → מאָרד → בלידינג (צייט: 5-6 מינוט) → עלעקטריקאַל סטימיאַליישאַן → פאָרע קאָפּ און הערנער קאַטינג / פאַר- פּילינג → רעקטום סילינג → הינטער כויוו קאַטינג / רעלס אַריבערפירן → קאַרקאַס סאָוס שורה → פאַר-פּילינג → פיך באַהאַלטן פּולער (די סקינס זענען טראַנספּאָרטאַד צו די סקינס צייַטווייַליק סטאָרידזש פּלאַץ דורך די לופט עקספּרעס סיסטעם) → קאָפּ קאַטינג (די קו קאָפּ איז געהאנגען אויף די פאַרטשעפּען פון די רויט וועססעראַ / קו קאָפּ קאַראַנטין קאַנווייער צו זיין ינספּעקטיד) → עסאָפאַגוס סילינג → קאַסטן עפן → באַזייַטיקונג פון ווייַס וועססעראַ (אַרייַן די טאַץ פון די ווייַס וועססעראַ קאַראַנטין קאַנווייער צו זיין ינספּעקטיד → ① ②) → באַזייַטיקונג פון רויט וועססעראַ (די רויט וועססעראַ איז געהאנגען אויף די פאַרטשעפּען פון די קאַראַנטין קאַנווייער פון רויט וויסעראַ / נול קאָפּ צו זיין ינספּעקטיד → ② ③) → ספּליטינג → קאַרקאַס דורכקוק → טרימינג → ווייינג → וואַשינג → טשילינג (0-4 ℃) → קוואַרטערינג → דעבאָנינג → קאַטינג → ווייינג און פּאַקקאַגינג → פריי אָדער האַלטן פריש → נעמען אַוועק די טאַץ פּאַקינג → קאַלט סטאָרידזש → שנייַדן פלייש פֿאַר פאַרקויף.
① קוואַלאַפייד ווייַס וויסעראַ אַרייַן די ווייַס וויסעראַ פּלאַץ פֿאַר פּראַסעסינג.מאָגן אינהאַלט איז טראַנספּאָרטאַד צו די אָפּפאַל סטאָרידזש צימער וועגן 50 מעטער אַרויס די וואַרשטאַט דורך די לופט עקספּרעס סיסטעם.
② ונקוואַלאַפייד קאַרקאַסיז, רויט און ווייַס וועססעראַ זענען פּולד אויס פון די שחיטה וואַרשטאַט פֿאַר הויך-טעמפּעראַטור באַהאַנדלונג.
③ קוואַלאַפייד רויט וויסעראַ אַרייַן די רויט וויסעראַ פּלאַץ פֿאַר פּראַסעסינג.
דעטאַל דערקלערונג פון פיך שחיטה פּראָצעס
1. האלטן פּענס אָנפירונג
(1) איידער אַנלאָודינג, איר זאָל באַקומען אַ באַווייַזן פון קאַנפאָרמאַטי ארויס דורך די פאַרהיטונג אַגענטור פֿאַר פאַרהיטונג פון כייַע עפּידעמיע און אָבסערווירן די צושטאַנד פון די פאָרמיטל.אויב קיין אַבנאָרמאַלאַטי איז געפֿונען, די אַנלאָודינג איז ערלויבט נאָך די באַווייַזן און די סכוירע זענען קאָנסיסטענט.
(2) ציילן די נומער, פאָר געזונט פיך אין די שחיטה פּענס דורך טאַפּינג אָדער טראַקשאַן, און אָנפירן רינג פאַרוואַלטונג לויט די געזונט פון די פיך.די שטח צו זיין סלאָטערד איז דיזיינד לויט 3-4 מ 2 פּער קו.
(3) איידער די פיך זענען געשיקט פֿאַר שחיטה, זיי זאָל האַלטן עסן און מנוחה פֿאַר 24 שעה אין סדר צו עלימינירן מידקייַט בעשאַס טראַנספּערטיישאַן און ומקערן זייער נאָרמאַל פיזיאַלאַדזשיקאַל שטאַט.די געזונט און קוואַלאַפייד פיך זאָל האַלטן טרינקט וואַסער 3 שעה איידער שחיטה.
(4) די קו זאָל נעמען אַ שפּריץ צו וואַשן אַוועק די שמוץ און מייקראָואָרגאַניזאַמז אויף די קו ס גוף.ווען שאַוערינג, קאָנטראָלירן די וואַסער דרוק נישט צו ראַשט, אַזוי נישט צו פאַרשאַפן יבעריק שפּאַנונג אין די קו.
(5).מע ן דאר ף װיג ן ד י פי ד אײדע ר ארײנגײ ן אי ן ד י פיך .די פיך קענען ניט זיין געטריבן אין די פיך ראַנאַוויי דורך גוואַלד.די היציק פאָר וועט פאַרשאַפן אַ נויטפאַל ענטפער און ווירקן די קוואַליטעט פון די רינדערנס.עס איז נייטיק צו פּלאַן אַ "פאַרפאַלן" פאָרעם צו מאַכן די פיך באַוווסטזיניק.ארײן אין שעכטהויז.די ברייט פון די פיך דרייווינג וועג איז בכלל דיזיינד צו זיין 900-1000 מם.
2. מאָרד און בלידינג
(1) בלאַדלעטטינג: נאָך די קו גייט אריין די בלאַט קעסטל פון פיך שחיטה שורה, די קו איז סטאַנד טייקעף דורך אַ סטאַן אופֿן, און די קו גוף איז באפרייט צו לייגן אויף די בולפּען פֿאַר בלידינג אָדער הענגען אויף די בלידינג רעלס פֿאַר בלידינג.
(2) ווען די קו גייט אריין די רעלס דורך די בלאַדלעטינג כויסט, די רעלס זאָל זיין געעפנט אויטאָמאַטיש, און די וואַל בלאַדלעטטינג וואַרפלקע זאָל זיין געהאנגען אויף דער שפּור.די הייך פון די בלאַדלעטטינג רעלס פון די שטאָק פון די וואַרשטאַט איז 5100 מם.אויב עס איז אַ האַנט-שטופּן פיך שחיטה שורה, די פּלאַן שיפּוע פון די האַנט-שטופּ שורה איז 0.3-0.5%.
(3) די הויפּט פּראַסעסאַז געענדיקט אויף די בלאַדלעטטינג שורה: כאַנגגינג, (אַסאַססינג), דריינינג בלוט, עלעקטריקאַל סטימיאַליישאַן, קאַטינג די פראָנט לעגס און הערנער פון די קו, סילינג די אַנוס, קאַטינג די הינד לעגס, אאז"ו ו. דיזיינד צו זיין 5-6 מינוט.
3.רעלס טשאַנגינג און פאַר-פּילינג
(1) נאָך קאַטינג די הינד פוס פון די קו, פאַרטשעפּען די הינד פוס מיט אַ וואַל קרוק, און נאָך די כויסט איז אויפגעהויבן, מעלדונג די אנדערע הינד פוס פון די קו, און פאַרטשעפּען עס אויף די קאַרקאַס פּראַסעסינג שורה מיט די קרוק.די הייך צווישן די שפּור פון די קאַרקאַס פּראַסעסינג אָטאַמאַטיק קאַנווייער ליניע און די וואַרשטאַט שטאָק איז דיזיינד צו זיין 4050 מם.
(2) די בלידינג שאַקאַלז צוריקקומען צו דער אויבערשטער כאַנגגינג שטעלע פון די קו דורך די רעלס פון די צוריקקומען סיסטעם.
(3) פאַר-פּילינג די הינד לעגס, קאַסטן און פראָנט לעגס מיט אַ פּילינג מעסער.
4. דעהיידינג אָפּעראַציע (וויכטיק שריט אויף פיך שחיטה ליניע)
(1).די קו איז אויטאָמאַטיש טראַנספּאָרטאַד צו די לעדער-ווראַפּלינג סטאַנציע, און די צוויי פראָנט פיס פון די קו זענען פאַרפעסטיקט אויף די קאָרבעל קלאַמער מיט די קאָרבעל קייט.
(2) די פּילינג וואַל פון די פּילינג מאַשין איז הידראַוליקלי אויפגעהויבן צו די שטעלע פון די הינד לעגס פון די קו, און די פאַר-שיילד קוהידע איז קלאַמפּט מיט אַ קוהידע קלעמערל און פּולד פון די הינד לעגס פון די קו צו די קאָפּ.בעשאַס די מעטשאַניקאַל פּילינג פּראָצעס, ביידע זייטן דער אָפּעראַטאָר שטייט אויף די איין-זייַל פּנעוומאַטיש ליפטינג פּלאַטפאָרמע צו דורכפירן ריפּערז ביז די קאָפּ הויט איז גאָר פּולד.
(3) נאָך די קאַווהידע איז פּולד אַוועק, די פּילינג וואַל סטאַרץ צו פאַרקערט, און די קאַווהידע איז אויטאָמאַטיש שטעלן אין די קאַווהידע לופט עקספּרעס טאַנק דורך די קאַווהידע אָטאַמאַטיק ונפאַסטענינג קייט.
(4) די פּנעוומאַטיש טויער איז פארמאכט, קאַמפּרעסט לופט איז אָנגעפילט אין די קאַווהידע לופט עקספּרעס טאַנק, און די קאַווהידע איז טראַנספּאָרטאַד צו די קאַווהידע צייַטווייַליק סטאָרידזש פּלאַץ דורך די לופט עקספּרעס רער.
5. קאַרקאַס פּראַסעסינג
(1) קאַרקאַס פּראַסעסינג סטאַנציע: קאַטינג קו ס קאָפּ, דורכשטעכן די עסאָפאַגוס, עפן די קאַסטן, נעמען ווייַס ינערלעך אָרגאַנס, גענומען רויט ינערלעך אָרגאַנס, ספּליטינג אין האַלב, קאַרקאַס דורכקוק, קאַרקאַס טרימינג, אאז"ו ו, זענען אַלע געענדיקט אויף די קאַרקאַס אָטאַמאַטיק פּראַסעסינג. קאַנווייער.
(2) שנייַדן אַוועק די קו קאָפּ, שטעלן עס אויף די קאַטינג ברעט פון די קו קאָפּ רייניקונג מיטל, שנייַדן די צונג פון די קו, הענגען די קו קאָפּ אויף די קרוק פון די קו קאָפּ קלינער, ריין די קו קאָפּ מיט אַ הויך -דרוק וואַסער ביקס, און הענגען די קלינד קו קאָפּ אויף די רויט ינערלעך אָרגאַנס / Niutou איז אויף די סינטשראָנאָוס קאַראַנטין קאַנווייער צו זיין ינספּעקטיד.
(3) ניצן אַ עסאָפאַגעאַל ליגאַטאָר צו בונד אַרויף די קו ס עסאָפאַגוס צו פאַרמייַדן די מאָגן פון פלאָוינג אַראָפּ און קאַנטאַמאַנייטינג די רינדערנס.אַרייַן די צווייטיק פוס שטיצן מיטל, די צווייטיק פוס שטיצט די צוויי הינד לעגס פון די קו פון 500 מם צו 1000 מם פֿאַר דער ווייַטער פּראָצעס.
(4) עפענען די קאַסטן פון די קו מיט אַ קאַסטן געזען.
(5) סקראַפּ די ווייַס ינערלעך אָרגאַנס פון די קאַסטן פון די קו, ניימלי די געדערעם און בויך.פאַלן די אַוועקגענומען ווייַס וויסעראַ אין די פּנעוומאַטיש ווייַס וויסעראַל אַראָפּרעכענען אונטן, און רוק די ווייַס וויסעראַ דורך די אַראָפּלאָזן אין די דוד דורכקוק טאַץ פון די דיסק-טיפּ ווייַס וויסעראַל קאַראַנטין קאַנווייער פֿאַר דורכקוק.די פּנעוומאַטיש ווייַס ויסקער אַראָפּלאָזן איז דעמאָלט אונטערטעניק צו קאַלט-הייס-קאַלט וואַסער רייניקונג און דיסינפעקשאַן.
(6) נעמען אויס די רויט ינערלעך אָרגאַנס, ניימלי די האַרץ, לעבער, און לונגען.הענגען די אַוועקגענומען רויט וויסעראַ אויף די כוקס פון די רויט וויסעראַ / נאַל קאָפּ סינטשראָנאָוס קאַראַנטין קאַנווייער פֿאַר דורכקוק.
(7) שפּאַלטן די קו אין צוויי כאַווז צוזאמען די ווערטאַבריי פון די רוקנביין מיט אַ גאַרטל ספּליטינג האַלב געזען.די שפּאַלטן-האַלב שפּריצן פאַרשטעלן איז דיזיינד אין פראָנט פון די שפּאַלטן האַלב צו פאַרמייַדן ביין פּינע פון שפּריצן.
(8), טרים די צוויי טיילן פון די קו ין און אַרויס.די טריממעד צוויי טיילן זענען אפגעשיידט פון די קאַרקאַס אָטאַמאַטיק פּראַסעסינג קאַנווייער און אַרייַן די קאַרקאַס ווייינג סיסטעם פֿאַר ווייינג.
6. סינטשראָנאָוס היגיענע דורכקוק
(1) רינדערנס קאַרקאַס, ווייַס וועססעראַ, רויט וועססעראַ און קו קאָפּ זענען סיימאַלטייניאַסלי טראַנספּאָרטאַד צו די דורכקוק געגנט פֿאַר מוסטערונג און דורכקוק דורך די קאַראַנטין קאַנווייער.
(2) עס זענען ינספּעקטערז צו דורכקוקן די קאַרקאַס, און די סאַספּעקטיד קאַרקאַס גייט אריין די סאַספּעקטיד קאַרקאַס שפּור דורך די פּנעוומאַטיש באַשטימען.
(3) די אַנקוואַליפיעד רויט וויסעראַ און ביק ס קאָפּ וועט זיין אַוועקגענומען פון די קרוק און שטעלן אין די פארמאכט מאַשין און פּולד אויס פון די סלאָטערכאַוס פֿאַר פּראַסעסינג.
(4) די אַנקוואַלאַפייד ווייַס וויסעראַ זענען אפגעשיידט דורך אַ פּנעוומאַטיש ווייַס וויסעראַ צעשיידונג מיטל, אויסגעגאסן אין אַ פארמאכט מאַשין און פּולד אויס פון די סלאָטערכאַוס פֿאַר פּראַסעסינג.
(5) די קרוק פון די רויט וויסעראַ / נאַל קאָפּ סינטשראָנאָוס קאַראַנטין קאַנווייער און די היגיעניש דורכקוק טעלער פון די דיסק-טיפּ ווייַס וויסעראַ קאַראַנטין קאַנווייער פאָרן אויטאָמאַטיש קאַלט-הייס-קאַלט וואַסער רייניקונג און דיסינפעקשאַן.
7. ביי-פּראָדוקט פּראַסעסינג (אפֿשר עטלעכע לענדער וועלן נישט נוצן עס אויף די פיך שחיטה שורה)
(1) קוואַלאַפייד ווייַס וועססעראַ גייט אריין די ווייַס וויססער פּראַסעסינג צימער דורך די ווייַס וויססער אַראָפּלאָזן, גיסן די מאָגן אינהאַלט אין די בויך און געדערעם אין די לופט עקספּרעס טאַנק, פּלאָמבירן מיט קאַמפּרעסט לופט און אַריבערפירן די מאָגן אינהאַלט דורך די לופט עקספּרעס רער צו די לופט עקספּרעס רער. שחיטה וועגן 50 מעטער אַוועק פון די וואַרשטאַט, טריפּ און לאַווערס זענען סקאַלד דורך אַ טריפּע וואַשמאַשין.
(2) קוואַלאַפייד רויט וויסעראַ און ביק קעפ זענען אַוועקגענומען פון די כוקס פון די רויט וויסעראַ / ביק קאָפּ סינטשראָנאָוס קאַראַנטין קאַנווייער, געהאנגען אויף די כוקס פון די רויט וויסעראַ וואָגן און פּושט אין די רויט וויסעראַ פּלאַץ, קלינד און דעמאָלט שטעלן אין די קעלט סטאָרידזש .
8. רינדערנס טשילינג
(1) פּוש די טריממעד און רינסעד דיטשאָטאָמי אין די טשילינג צימער צו "אָפּזאָגן זויער".די טשילינג פּראָצעס איז דער פּראָצעס פון רינדערנס טענדעראַזיישאַן און מאַטשוריישאַן.די רינדערנס טשילינג איז אַ וויכטיק לינק אין די שחיטה און פּראַסעסינג פּראָצעס פון רינדערנס פיך.עס איז אויך אַ וויכטיק טייל פון פּראָדוצירן הויך-סוף רינדערנס.
(2) טעמפּעראַטור קאָנטראָל בעשאַס טשילינג: 0-4 ℃, די טשילינג צייט איז בכלל 60-72 שעה.דעפּענדינג אויף די האָדעווען און עלטער פון די פיך, די זויער צייט פון עטלעכע פלייש סטייקס וועט זיין מער.
(3) דעטעקט צי די זויער אָפּזאָגן איז דערוואַקסן, דער הויפּט צו דעטעקט די ף ווערט פון די רינדערנס.ווען די ף ווערט איז אין די קייט פון 5.8-6.0, די רינדערנס אָפּזאָגן איז דערוואַקסן.
(4) די הייך פון די טשילינג רעלס פון די שטאָק פון די זויער אָפּזאָגן צימער איז 3500-3600 מם, די שפּור דיסטאַנסע: 900-1000 מם, און די טשילינג צימער קענען הענגען 3 דיטשאָטאָמי פּער מעטער פון שפּור.
(5) די שטח פּלאַן פון די טשילינג צימער איז שייַכות צו די שחיטה באַנד און שחיטה אופֿן פון רינדערנס פיך.
9. רינדערנס קוואַרטערעד (9 און 10 זענען ניט נייטיק פֿאַר די פיך שחיטה שורה, די פירמע טשוזיז לויט זיין אייגענע סיטואַציע)
(1) פּוש די מאַטיורד רינדערנס צו די קוואַדראַנט סטאַנציע, און שנייַדן אַוועק די מיטן פון די ביסעקטיד גוף מיט אַ קוואַדראַנט געזען.די צוריק פוס טייל איז לאָוערד פון די 3600 מם שפּור צו די 2400 מם שפּור דורך די אראפנידערן מאַשין, און די פראָנט פוס טייל פּאַסיז די כויסט איז אויפשטיין פון אַ 1200 מם שפּור צו אַ 2400 מם שפּור.
(2) די גרויס-וואָג שחיטה און פּראַסעסינג פאַבריק דיזיינז אַ קוואַדראַנט סטאָרידזש פּלאַץ.די דיסטאַנסע צווישן די קוואַדראַנט שפּור און די ערד צווישן די קוואַדראַנץ איז 2400 מם.
10. דעבאָנינג סעגמאַנטיישאַן און פּאַקקאַגינג
(1) כאַנגגינג דיבאָונינג: פּוש די מאַדאַפייד קוואַדראַנט צו די דיבאָונינג געגנט און הענגען די קוואַדראַנט אויף די פּראָדוקציע שורה.די דיבאָונינג שטעקן לייגט די שנייַדן גרויס ברעקלעך פון פלייש אויף די סעגמענטאַטיאָן קאַנווייער און אויטאָמאַטיש טראַנסמיטטעד זיי צו די סעגמאַנטיישאַן שטעקן., און דעמאָלט צעטיילט אין פאַרשידן טיילן פון פלייש.
(2) דיבאָונינג די טשאַפּינג ברעט: פּוש די מאַדאַפייד קוואַדראַנט צו די דיבאָונינג געגנט, און אַראָפּנעמען די קוואַד פון די פּראָדוקציע שורה און שטעלן עס אויף די טשאַפּינג ברעט פֿאַר דיבאָונינג.
(3) נאָך די דורכשניט פלייש איז וואַקוום פּאַקידזשד, שטעלן עס אין די ייַז קאַלט טאַץ און שטופּן עס צו די ייַז קאַלט צימער (-30 ℃) פֿאַר ייַז קאַלט אָדער צו די פאַרטיק פּראָדוקט קאָאָלינג צימער (0-4 ℃) צו האַלטן עס פריש.
(4) פּאַק די פאַרפרוירן פּראָדוקט פּאַלאַץ און קראָם זיי אין די פרידזשידער (-18 ℃).
(5) טעמפּעראַטור קאָנטראָל פון דיבאָונינג און סעגמאַנטיישאַן צימער: 10-15 ℃, טעמפּעראַטור קאָנטראָל פון פּאַקקאַגינג צימער: אונטער 10 ℃.
די פיך שחיטה שורה האט פילע קאַנסערנז.די דיטיילד אינהאַלט פון די פיך שחיטה שורה אויבן קענען העלפֿן איר האָבן אַ בעסער פארשטאנד פון דעם פּראָצעס פון די פיך שחיטה שורה פּראָצעס.
דעטאַילס בילד



